锤纹粉末涂料的制备
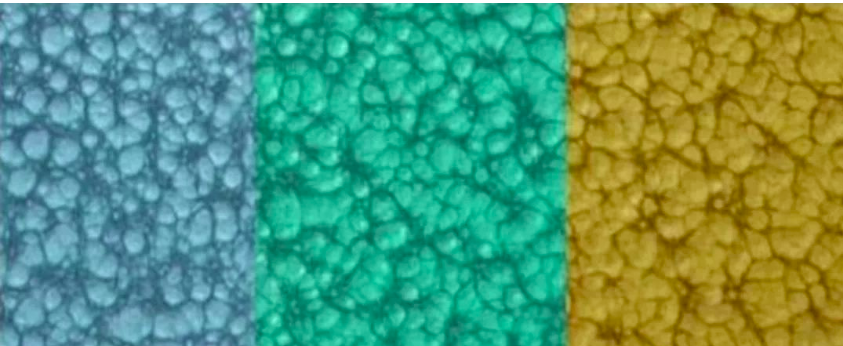
要制得挤出容易、锤纹纹理重现稳定的锤纹粉,一般都是通过少量添加锤纹剂获得。粉末锤纹剂的作用机理是:锤纹剂的表面张力小于正常的粉末涂料涂膜的表面张力,在粉末熔融固化过程中与铝粉共同作用,使颜料发生回旋运动,排成浅碟状或树枝状的贝纳德旋窝,外观上看即为各类锤纹。锤纹剂须与非浮型铝粉,分散性好的颜料等一起混合挤出,粉碎过筛后即为成品。此工艺简化了原内加聚乙烯醇或外加浮花剂的二次加工工艺。并且所得锤纹透明感强,纹路清晰,锤纹大小可调。户内门窗喷涂应用较多。
锤纹基础配方范围
原材料 |
质量分数/% |
聚酯树脂P5086 |
30-50 |
环氧树脂E-12 |
30-50 |
锤纹剂856 |
0.2-0.3 |
流平剂H88 |
0.1-0.2 |
铝粉80A |
0.8-1.5 |
颜料蓝或绿 |
0.2-0.5 |
沉淀钡 |
0-30 |
锤纹粉主要是通过加入锤纹剂来改变涂层张力形成纹路的,因此对所用树脂有一定的选择性,颜填料的比例也会影响锤纹的大小。
流平剂的量随大生产时要相应减小,起调节纹路减少露底作用。
锤纹剂加量大小决定纹路大小,量大花形小。
挤出设备混炼效果可以用普通出料大的设备,出纹较为明显。
在挤出后以及喷涂过程中,需要把其他粉末清理干净。否则会出现缩孔而纹路显现不出来。
 (0)
(0)