湖北来斯涂塑新材料有限公司 袁峰 王娟
粉末涂料在喷涂施工后,出现气孔和针孔的情况还是较多。如何解决这类问题,下面简要的分析一下:
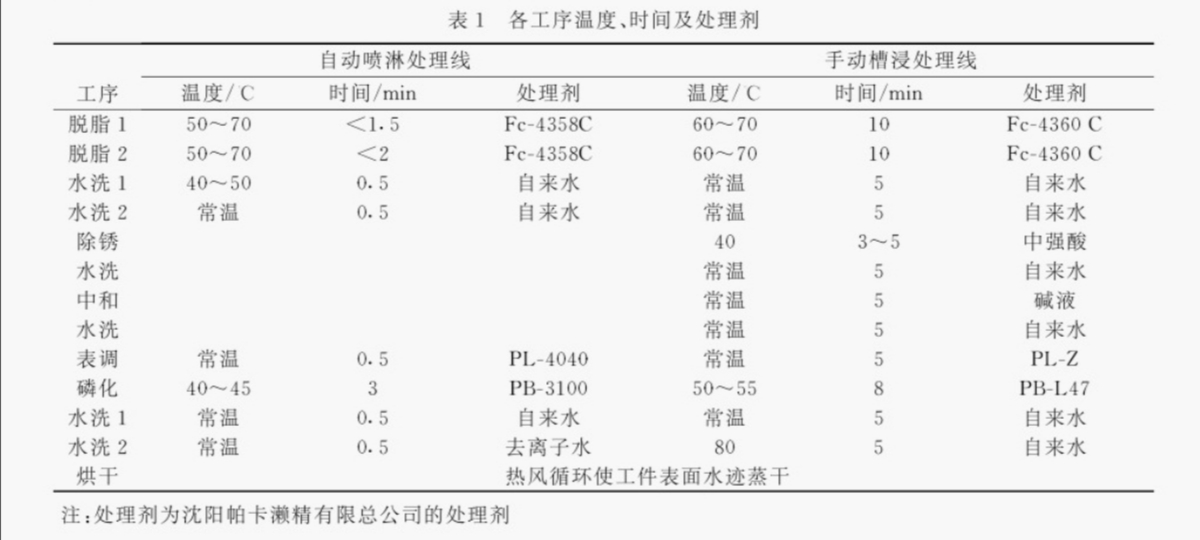
1,底材的前处理至关重要,特别是表面平整度差,有含水、油等杂物的空间。需要喷砂,除油除锈等处理,并待干燥后再行喷粉,这样固化后的涂膜平整,附着力也更好,粉末涂料前处理工艺概括可分为脱脂、除锈和磷化三步,其具体工艺参数见表1.
(参考文献:王军梅·粉末涂装前处理工艺与环保)
2,烘烤过程和环境控制,需要升温快,以及有换气处理。粉末涂料在交联固化过程中,不可避免的会产生一些小分子化合物等挥发性物质,在一定的烘烤温度下,涂料可以依据高温熔融状态下自身的流动性使小分子快速溢出和弥合。这就需要固化炉升温快,能提供稳定的固化温度,并且需要配有排风装置,将产生的气体及时排放出去。
3,粉末涂料的质量,要求遮盖好,防护效果好,不出气孔和针孔,就得首先做到粉末涂料配方中,树脂和固化剂的质量分要达到60%以上,一般在环聚、纯聚酯和丙烯酸粉末涂料中都要加入一定量的消泡剂,在环氧粉末涂料中,使用消光固化剂的低光泽粉末可以不加消泡剂。但从粉末涂料吸潮等因素和配方稳定性考虑,添加消泡剂更有利于涂膜的外观,推荐使用来斯消泡剂YPZ,可以改进焊接点的覆盖和气孔问题。
4,喷涂的厚度标准,以及均匀度。现在粉末喷涂讲究成本效益,平均厚度多在65μm,实际控制范围在50-80μm。比以前的标准厚度80μm有降低。喷枪电压过高,也会有击穿的针气孔。
结语:实际生产过程中,针孔主要是来源于粉末配方中小分子挥发性物质含量高,以及凝胶时间差别较大的粉末之间的干扰。因此在选择质量稳定的原材料情况下,要将粉末生产设备,如挤出机、磨膛等都要清理干净,避免交叉污染产生针孔。
 (0)
(0)